Water & Wastewater
Driving innovation and sustainable pumping solutions. We understand the vital role pumps play in efficient water distribution and management.
Challenges and opportunities
The need for clean, usable water has never been greater, but meeting this demand presents a major economic and environmental challenge for the water industry globally.
We recognise the need for a new approach to turn the tide of public opinion and mitigate against increased regulatory penalties. Atlantic Pumps is committed to delivering practical pumping solutions to help solve many solid, sludge, slurry and grit issues in water and wastewater treatment applications.
Whether you’re transferring wastewater itself, removing sludge from a settlement tank, chemical dosing or handling unpredictable solids we have a pumping solution to meet your requirements.
Managing the unpredictability of wastewater
Budget constraints, extreme weather events, ageing infrastructure, and increasingly complex treatment demands all present major challenges to the delivery of clean water and the effective treatment of wastewater. With rising pressure to reduce TOTEX (Total Expenditure) across diverse applications, the need for reliable, cost-effective equipment has never been greater.
Many pumps are designed for the efficient transfer of clean, potable water. However, wastewater treatment presents far tougher conditions—where water is often contaminated with grit, sand, gravel, litter, stones, and even animal or industrial waste. Standard pumps struggle under these conditions, leading to frequent breakdowns, high maintenance costs, and unpredictable service life.
While some pumps are adapted to handle sludge and slurry, they are often expensive, complex to operate, and prone to wear. Atlantic Pumps brings extensive experience from the quarrying and mining sectors, where our centrifugal and submersible slurry pumps are built to endure the harshest environments. These same robust, high-performance pumps provide a perfect fit for wastewater treatment applications, offering exceptional durability, efficiency, and cost savings.
Discover how Atlantic Pumps can support your wastewater treatment needs with reliable, long-lasting solutions.
Helping future proof the water industry
Atlantic Pumps are committed to optimising wastewater treatment by tackling flow variations, solids and environmental challenges.
Extreme flow variations and increasing solid content in wastewater puts immense pressure on the water industry’s infrastructure, affecting efficiency, compliance, and operational costs.
Key challenges include:
- Unpredictable Solids – Combined sewers and even clean water sludges contain grit, fine particulates, and unexpected debris, leading to blockages, breakages, and premature pump wear.
- Sludge Build-Up – Excess sludge places strain on pumps, increasing wear and tear, energy consumption, and downtime for maintenance and repairs.
- Abrasive Slurries – Many wastewater particles are highly abrasive, causing rapid wear on pump components and reducing efficiency and lifespan.
- Environmental Regulations & Compliance – Tightening legislation around wastewater treatment means that energy wastage, pump failure, and inefficiency can lead to non-compliance and increased operational costs.
At Atlantic Pumps, we provide robust, high-performance pumping solutions designed to withstand extreme conditions, optimize efficiency, and reduce TOTEX (Total Expenditure) in wastewater treatment applications.
Thickened sludge leads to tankering requirement reduction
Tailored Pumping Solutions for Complex Water Industry Challenges
Sludge/Digestate Transfer
Atlantic Pumps have developed several refinements to sludge pumping, reducing energy use, servicing costs and downtime for digestate and sludge transfer. Progressive Cavity type pumps are good for smooth, non-abrasive pastes and LSM pumps excel at reducing the downtime and parts replacement cost that is commonplace with abrasive, gritty digestate.
Centrifuge Feed Pumps
Successful operation of centrifuge separators requires a consistent fluid feed. These systems usually incorporate a VFD (viable frequency drive) and a flow or pressure meter.
Filter & Strain Press Feed
Filter presses require a high pressure supply, which can take a long time to achieve. Our solution to this is to configure two types of pump together – a fast-feed pump which switches to a high-pressure pump. This can significantly increase throughput and energy efficiency. See our case studies, such as this 40% increase in filter press output
Replacing Bucket Elevators
When fresh from the centrifuge dewatering separator, digestate can often be too moist for effective elevator bucket removal, yet too dry for common pumps. Atlantic Pumps has proven experience in engineering alternative systems using LSM pumps, reducing blockages and energy waste.
Digestate Tank Emptying/Cleaning
Digestate tanks and grit chambers need periodic emptying to restore their capacity. The good news is that is can be done faster, safer and more efficiently than ever before.
Hydrolysis
Pretreatment thermal hydrolysis of sewage sludge sterilises and improves the biodegradability of digestor feedstock, resulting in treatment and as much as a 50% increase in biogas yield and easier digestate drying. Pumps for extended periods of high temperature and pressure are required for this process.
Heat Exchanger Feed
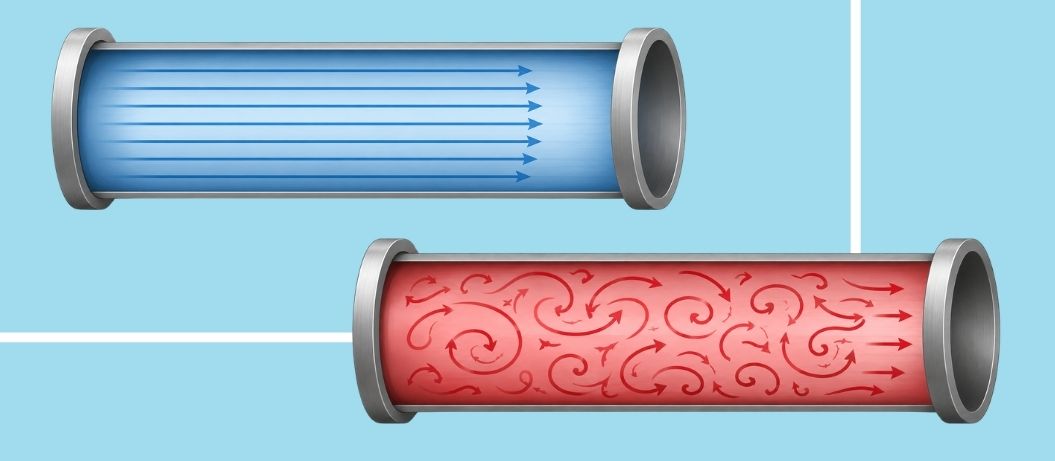
Heating digestate to the required sterilisation temperature and subsequent heat recovery is achieved by pumping media through a series of narrow pipes. The small diameter pipes and multiple bends require pumps engineered to compensate for the additional friction created.
Digester Recirculation/Gas Mix
The quality and speed of anaerobic digestion (AD) outputs is increased by effective recirculation and mixing of the gas and liquid layers in the digestor tank. Without recirculation, scum layers form which restricts the biological process. The recirculation system needs to be sealed to prevent the introduction of air (oxygen) and leakage.
Reliable recirculation equipment, with minimal servicing requirements, is important in AD, as is the ability to inspect and replace wear parts without the need for a complete system shut-down, or having personnel required to enter confined spaces.
EnviroHub: Your Comprehensive Water Quality Solution
Monitor, Treat, and Report
EnviroHub is a cutting-edge control system designed to safeguard your quarrying or construction site from water quality issues. By continuously monitoring, treating, and reporting on your water, EnviroHub ensures compliance with environmental regulations and minimizes the risk of costly fines and reputational damage.

Key Features and Benefits:
Comprehensive Monitoring: Track a wide range of water parameters, including flow, turbidity, pH, and hydrocarbon levels.
Advanced Treatment: Effectively address turbidity, pH imbalances, and hydrocarbon contamination using proven techniques.
Real-time Reporting: Receive timely alerts and notifications to take proactive measures and avoid breaches.
Data Logging: Maintain a detailed record of water quality data for compliance and analysis.
Peace of Mind: Trust that EnviroHub is working tirelessly to protect your site and reputation.
Applications:
- Site dewatering
- Lagoon, pond, or excavation dewatering
- Concrete washout water management
- Wash plant effluent treatment
- Sludge thickening and solidifying
view our full range of pumps
We provide robust, high-performance pumping solutions designed to withstand extreme conditions, optimise efficiency, and reduce Total Expenditure in wastewater treatment applications.


 August 4, 2026
August 4, 2026  2 min read
2 min read