March 11 2026
March 11 2026 4 min read
4 min read
Cavitation in pumps is a well-known but often underestimated issue in industrial pumping systems. For maintenance managers responsible for reliability, uptime, and asset life, understanding cavitation and how to reduce its occurrence is an important part of avoiding unplanned downtime and premature equipment failure. In this article, we explain what pump cavitation is, why it occurs, how to recognise it, and practical steps that can be taken to reduce cavitation risk, with a focus on maintaining long-term, efficient operation.
What is cavitation in pumps?
Cavitation occurs when the pressure of the pumped fluid drops below its vapour pressure, causing vapour bubbles to form within the liquid. As the fluid moves into higher-pressure regions of the pump, these bubbles collapse violently, releasing energy in the form of shockwaves. It immediately causes surface pitting, which, in itself, can increase cavitation due to flow disruption, resulting in an escalating spiral of damage. The powerful implosions are enough to severely erode metal surfaces and can rapidly compromise pump performance.
Cavitation can occur in both centrifugal and positive displacement pumps, although the mechanisms and effects differ:
- In centrifugal pumps, cavitation typically forms at the impeller eye due to low inlet pressure.
- In positive displacement pumps, meanwhile, cavitation is more commonly associated with restricted inlet conditions, leading to insufficient filling of pumping chambers and unstable flow or pressure.
Why cavitation in pumps occurs
Cavitation is rarely caused by a standalone component failure; instead, it usually indicates poor suction hydraulics or operation outside the pump’s design limits.
Cavitation is essentially the liquid ‘boiling without heat’; turning into gas (vaporising) due to a sudden pressure drop. It typically happens where the velocity increases before the supply ‘catches up’, such as in the eye of the impeller.
Although the sudden pressure drop can occur at either end of the pump, it most commonly happens at te pump inlet: Excessive suction lift, sharp bends or undersized pipework, and blocked or partially closed valves on the suction side can all contribute to reduced inlet pressure. This insufficient Net Positive Suction Head available (NPSHa) increases the risk of the liquid flashing into high-energy vapour bubbles.
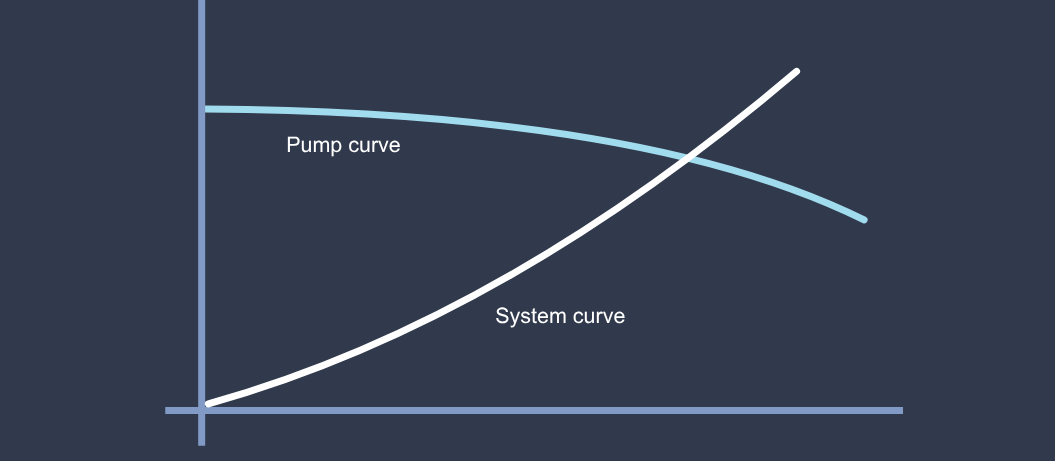
Operating pumps outside their intended duty point also increases the cavitation risk. Running too far from the Best Efficiency Point (BEP), operating at higher-than-designed flow rates, or failing to adjust your pump when system demands change can all reduce internal pressures and destabilise flow patterns within the pump.
Fluid and process conditions also play a role. For example, elevated fluid temperatures reduce the margin between operating pressure and vapour pressure, while entrained air or gas can promote bubble formation. Variable or intermittent supply conditions further increase the likelihood of unstable suction pressure.
So, what are the common signs and consequences of cavitation?
Because cavitation can be highly damaging to pumps, it is critical to detect it early – and take action as soon as you do. One of the most obvious indicators is an unusual noise, often described as crackling, rattling, or a gravel-like sound coming from the pump. This is typically accompanied by increased vibrations, which may be identified through condition monitoring systems or routine inspections. In industrial settings, the noise from other machinery, and ear protection equipment might mask the sound, so visible gauges and close supervision can play a large part in early detection. You may also notice reduced hydraulic performance, including loss of flow or pressure, as well as fluctuating discharge conditions. If cavitation is allowed to continue, the long-term consequences can be severe. Repeated bubble collapse leads to erosion and pitting of impellers, casings, and wear components. The pump’s mechanical seals and bearings are also exposed to higher loads and vibrations, increasing the risk of premature failure. In addition to physical damage, cavitation often leads to increased energy consumption and a significantly shorter pump service life.
The image below shows a typical example of cavitation damage, where sustained vapour bubble collapse has caused surface pitting and material loss; damage that can be mistaken for corrosion or abrasion.

Cavitation pattern
How can we prevent cavitation in pumps?
1. Optimise your system design
Reducing your cavitation risk begins with careful system design. The suction pipework should be kept as short and direct as possible, with unnecessary fittings avoided to minimise losses from friction. Pipe diameters must also be correctly sized to maintain adequate inlet pressure, and the system should be designed to prevent air ingress or vapour pockets. A straight section of inlet pipe, equal in length to at least 5 times the pipe’s diameter, stabilises the flow. Where feasible, maintaining a flooded suction arrangement provides a more stable pressure profile. Most importantly, the available NPSH should be reviewed regularly to make sure it comfortably exceeds the pump’s required NPSH across all operating conditions.
2. Select the correct pump
Selecting the most suitable pump for the application is critical to cavitation control. The pump should be properly matched to the duty point, fluid characteristics, and operating range of your system. Oversizing should be avoided, if possible, as this often forces the pump to operate away from its Best Efficiency Point, increasing internal pressure fluctuations. In applications with challenging suction conditions, pumps specifically designed for low NPSH operation should be considered.
Pumps to consider for low NPSH include:
LSM Peristaltic Pump – with an inverter for speed control, these can be slowed down for high viscosity and high specific gravity (sg) fluids. Good suction-lift capabilities.
Progressive Cavity Pumps – these are less susceptible to cavitation than centrifugal pumps.
Submersible Pumps – if a centrifugal is required (for high flow or high head), submerging the pump in the fluid makes the most of available supply pressure (NSPHa)
3. Install the pump correctly
Even a well-selected pump can cavitate if poorly installed, so each pump should be correctly aligned, mounted on a stable surface near the intake source. Installation height relative to the fluid source must be carefully considered to avoid excessive suction lift. Suction-side strainers, filters, and valves should be appropriately specified, sited away from the inlet flange, and regularly maintained to prevent inlet pressure restrictions.
4. Monitor and maintain
Ongoing monitoring and maintenance play a key role in mitigating your cavitation risk over the lifecycle of the pump. Tracking trends in pressure, vibration, noise, and hydraulic performance allows you to detect developing issues at an early stage.
During planned maintenance, impellers and casings should be visually inspected for early signs of pitting or erosion; any suction-side restrictions should be addressed promptly, and operating conditions should be reviewed whenever your process requirements change.
Next steps: need support with cavitation in your pumps?
If you are concerned about cavitation in your application and are interested in practical and long-term pump cavitation solutions to reduce this risk, reflect your operational priorities, and fit your budget, please contact Atlantic Pumps today
We also take a sustainable approach to our work and are committed to reducing energy waste from pumps. Our expert knowledge allows us to reduce energy usage by 20% on the average site!
Call us today on 0800 118 2500 for more information.