Water Company Trial Success – 28% Energy Saving on New Sludge Pump
Project Overview
Sludge feed pump reduces energy by 28%, downtime by 76%.
A successful trial at a waste sludge treatment facility proves the LSM industrial peristaltic pump on imported sludge feed. The new pump outperformed the rotary lobe type across the full spectrum of sludge densities: reducing downtime, energy use, and replacement parts.
Challenge
Imported sludge varies widely in density, with solids content up to 12%. The existing 7.5kW rotary lobe pump often stalls at 5% or when encountering fibrous rag. This process-critical pump fed the HPH (High-Pressure Homogenisation) unit, so the extensive downtime was having a big impact on throughput and costs. On top of downtime, the rapid wear rate resulted in longer run times as hydrologic efficiency eroded. Wear part replacement occurred every 6-8 weeks.
The Water Company sought a pumping solution that would:
- Increase mean time between failure (MTBF) to >12 months
- Lower whole life costs/Total Cost of Ownership
- Reduce time-consuming blockages
- Withstand grit/stone abrasiveness
- Move a wide range of sludge DS, 3 – 8% or better
- Consistent flow rate regardless of wear
These requirements ruled out conventional pump types available in the legacy supply framework.



Solution
To meet the challenge, Atlantic Pumps proposed replacing the original rotary lobe pump with an industrial-duty peristaltic pump. The simplicity of peristaltic pumps, coupled with the design and build features of this particular make, brings many advantages.
- Low speed/friction – reduces power requirements
- No rotating parts in the sludge stream – limiting abrasive wear and eliminating rag entanglement.
- Low shear – less turbulence keeps shear-sensitive sludge stable and prevents foaming.
- Self-sealing – no ball check valves required.
- Performs well over a wide viscosity range – comfortably pumping up to 12% DS sludge.
- Large solids passage – maximum solids size only limited by hose diameter (100mm in this case).
- Passes rag and grit – prevents fibres re-weaving as there are no rapid spinning wet parts.
- Reversible – empty and fill the same system with the flick of a switch.
- Dry-run safe – does not overheat if supply runs dry
- Self-priming – Suction lift to 5m.
- Long-lasting wear part that’s simple and quick to replace.
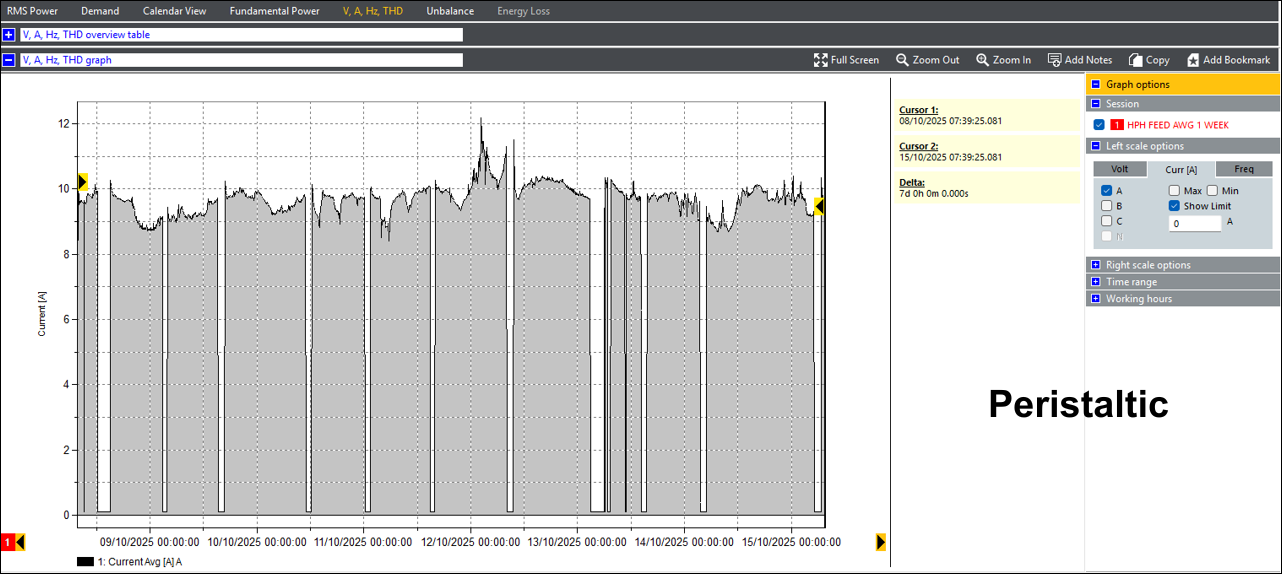
Atlantic Pumps and the water company agreed on a hired trial to put the concept to the test. The client monitored the power consumption of both the lobe pump and the peristatic over 7 days each, using a data logger and software from Fluke.
Results
Energy and Carbon savings:
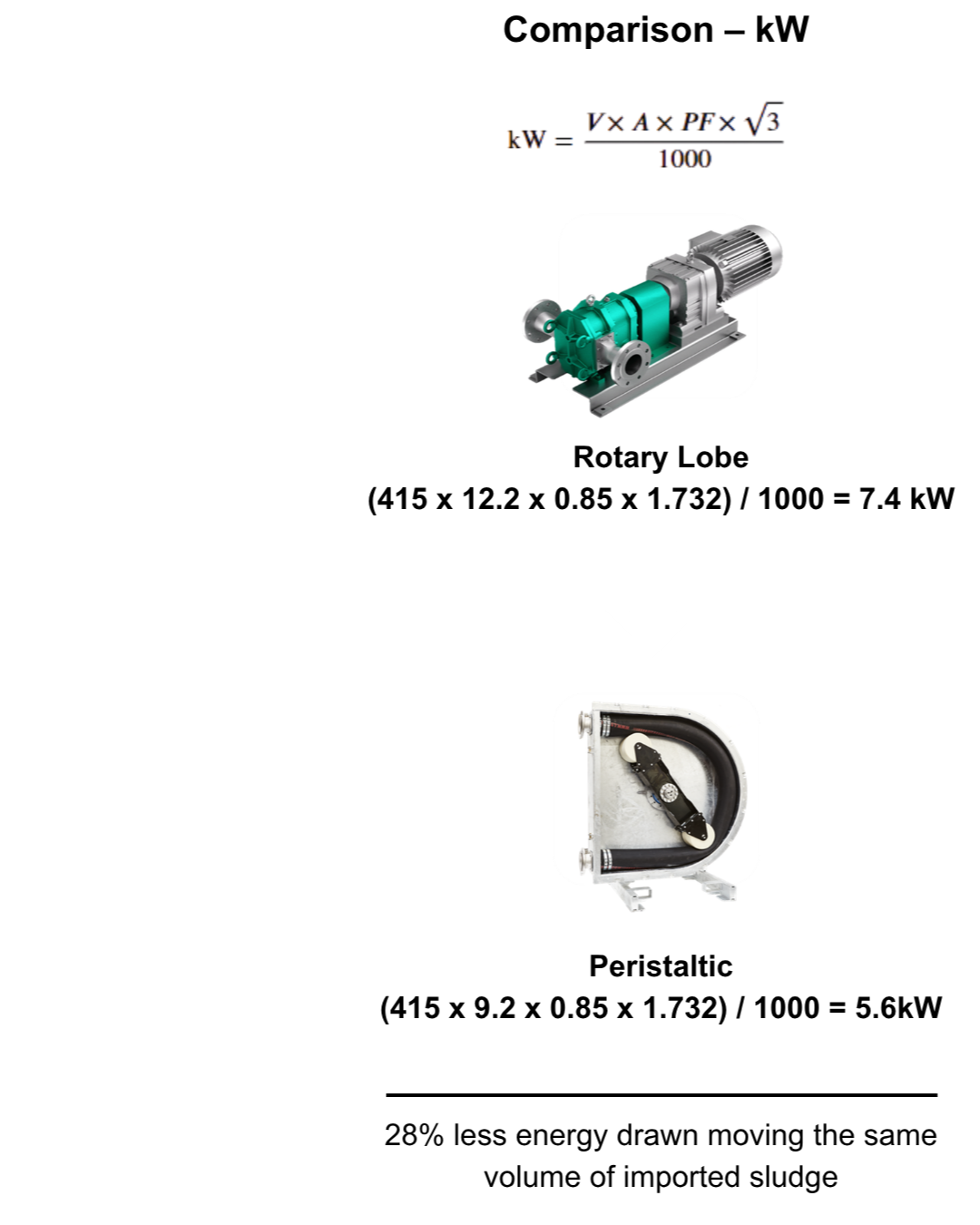
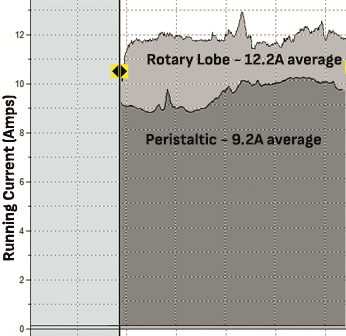
Average running current draw for the rotary lobe pump and the LSM peristaltic pump was 12.2A and 9.2A, respectively.
Based on this trial, we estimate that changing this one pump alone saves 1.16 tonnes of CO2 per year.
Uptime/Downtime Improvement
The peristaltic pump operated consistently throughout the test week, handling the wide variety of %DS. While some downtime is likely demand-driven, the charts show that the Rotary Lobe pump experienced extended non-running periods, with total downtime (planned and unplanned) over 4x that of the Peristaltic.
TOTEX Win
It pays to get the right pump. With a predicted WLC of 10 years (based on the results of 18 months of service), we estimate the TOTEX of Pump One at £261,375 and the better-matched Pump Two at £104,861 – a saving of £156,514
The payback period in this case study is estimated at 9 months, a clear-cut business case for investment.

Today’s challenges are different than they were when most pump standards were written. We import more, process more and have much higher levels of Rag and Grit. The large Industrial Peristaltic pump has evolved and is now one of the most capable and efficient sludge pumps on the market
Martin Gillman, Atlantic Pumps
Looking to improve pump reliability and reduce operating costs at your sludge treatment facility?
Contact us today for advice on choosing a reliable, low TOTEX pump for high-solids, high-abrasive sludge.